Application Data Sheet - Copper Alloys |
Factory Pre-Patinated CopperTable of Contents |

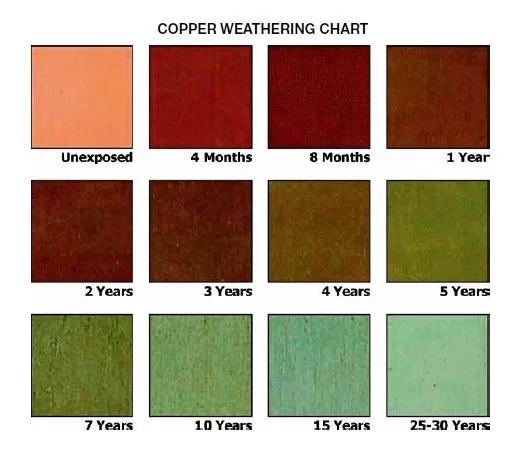
How Does Copper Develop Patina?
The natural weathering of copper from its bright pink to the characteristic blue-green colour (patina) is a direct consequence of its reaction to the corrosive action of the atmosphere. In industrial and marine atmospheres, the natural patina generally forms in 5 to 7 years. In rural atmospheres, with relatively clean air patina formation may occur in 10 to 14 years. In arid desert environments, the patina formation may never occur and the copper surface may remain a dark brown or bronze colour.
The large number of requests by the architectural community for a man-made copper patina has prompted copper mills to research and develop pre-patinated copper sheet products. The patina is a chemical conversion process whereby the top molecular surface of the copper sheet is enhanced and forced to produce a natural patina.
Since some of the pre-patinated sheets have a variation in their final colour, it is recommended that the architect review material samples before final specifications. Please contact Austral Wright Metals for details of Factory Pre-Patinated Copper Architecture.
Patina Copper - General Information
Copper and copper alloys are widely used in architectural applications to take advantage of their inherent range of colours of patina on copper. While these metals may be used in their natural colour, as fabricated, it is sometimes desirable to chemically colour pure copper (UNS C11000), commercial bronze (UNS C22000), architectural bronze (UNS C38500) or other alloys referred to as "bronze" in architectural parlance The most common colours to be produced are referred to as brown or statuary finishes for bronze and green or copper patina finishes for copper. This data sheet outlines procedures and formulations for producing both. While the chemical solutions described are those generally accepted in the metal finishing trade, many variations exist.
The wide range of colours and shades which may be achieved is largely a matter of craftsmanship and experience. Chemical colouring techniques depend upon time, temperature, surface preparation, the mineral content of the water, humidity and other variables which influence the ultimate result. This datasheet presents the technology which underlies the craftsmanship and art involved in producing these coloured finishes.
Brown Statuary Finishes

Statuary finishes are conversion coatings. In conversion coatings, the metal surface is either converted into a protective film, usually, an oxide or sulfide of the metal involved, or a compound is precipitated which forms a surface film.
The use of chemical solutions is generally termed "oxidizing," although the oldest method and the one which produces the widest range of brown to black stages on copper alloys actually produces not an oxide but a metal sulfide finish by the use of alkaline sulfide solutions. Originally liver of sulfur was employed, this being a crude mixture of potassium polysulfides and thiosulfate, also called potassium sulfuret.
Modifications of these formulas called for the use of sodium, potassium, barium, and ammonium sulfides, which were claimed to produce different shades, but almost all sulfide colours are now produced from solutions of polysulfides which are sold in the concentrated form under a number of trade names, usually called "oxidizing liquid."
All sulfide films require wet or dry scratch brushing for a good appearance and will look better longer if protected by oiling, waxing or, more permanently, by a good top coat of clear lacquer. The desirable contrast in colour can be produced by scratch brushing with a pumice paste, or by use of a "greaseless" polishing compound on a buffing wheel. In any case, the sulfide solution employed should be fairly dilute, since concentrated solutions can result in a brittle film that may be non-adherent.
Cleaning
The metal surface should be degreased with trichloroethylene or similar solvents. This not only cleans the surface but enhances the cutting quality of abrasives if subsequent mechanical finishing is to be done before applying the colour.
Clean to a bright satin finish using a mixture of 5% oxalic acid and water together with fine India pumice powder. The cleaning should be done using a fairly stiff short-bristled cleaning brush in the direction of the grain. The metal should be recleaned using the above mixture and a wet, virgin clean white cloth and applied in conformance with the original motion. The work should be cleaned with a virgin cloth rinsed in clean clear water and allowed to dry.
Finish the metal with abrasive belts, abrasive pads or wheels, or greaseless abrasive compounds on portable buffing wheels.
As the final operation, give the metal a hand rub with a fine abrasive pad (e.g., Scotch-Brite) and a slurry of pumice and water in order to ensure complete removal of all surface films of oil and grease. Then remove all. traces of pumice by wiping with a clean damp cloth or sponge.
Statuary Finishes On Bronze
Statuary finishes can be produced in light, medium and dark brown depending on both the concentration and the number of applications of the colouring solutions.
Solutions of 2%-l0% aqueous ammonium sulfide, potassium sulfide (liver of sulfur) or sodium sulfide (liquid sulfur) are swabbed or brushed on. Oxide pretreatment may be employed to enhance adherence. Final hand toning or blending may be required to achieve acceptable colour match and colour uniformity.
The following should produce a medium shade of brown:
A. Ammonium Sulfide Process
1. With a sponge or pad fairly well wrung out, swab on a thin film of a solution containing 5% to 10% by volume of polysulfide (dark) and water.
2. Rinse thoroughly.
3. Immediately follow this with a slightly heavier film of either a 5% solution of copper sulfate in water or a
0.5% solution of sulfuric acid in water. Apply by swabbing with a sponge or pad.
4. Do not contaminate the solutions by using the same sponge to apply both.
5. Rinse thoroughly.
6. Tone by rubbing in the direction of the grain with a fine abrasive pad (e.g., Scotch-Brite) while still wet.
7. Remove solution residue by wiping with a clean damp cloth or sponge and dry.
8. Repeat until the desired depth of colour is achieved.
9. Alternatively, small objects may be immersed in the ammonium polysulfide copper sulfate solutions.
B. Potassium Sulfide Process
1. One gallon of 1.5% sharp water (2 oz oxalic acid in 1 gallon tap water).
2. Fine beach sand.
3. Potassium sulfide (liver of sulfur) mixed in tap water (1/4 lb. liver of sulfur to 1 gallon water).
Clean the metal. Wipe down the solution of potassium sulfide using a virgin clean white cloth, in the
direction of the grain of the metal. Wash down with a clean white towel wrung out in sharp water. Apply
fine beach sand with another clean wet towel going against the grain to even out the colour.
This procedure is followed until a medium statuary colour is attained. It may have to be repeated several
times before uniformity appears. After the desired uniform colour is attained, neutralize the work with a
wash of clear water.
C. Other Processes/Procedures
1. Clean with fine pumice (0, 1/2) on a clean cloth moistened with a 10%-20% solution of oxalic acid and water.
2. Wipe off with a clean soft cloth
3. Apply a 5 – 10% solution of potassium sulfide or ammonium sulfide using another soft cloth dipped in the solution and well wrung out.
4. Follow while still wet with a wipe of sharp water (about 2 oz of oxalic, sulfuric, or nitric acid in 1 gallon water) using a clean soft cloth well wrung out.
5. Repeat steps 3 and 4 to achieve a depth of colour slightly darker than the desired shade.
6. Relieve the surface by rubbing with fine beach sand on a clean damp cloth until the desired colour is
reached.
7. Rinse and dry.
Statuary Finishes on Patina Copper
1. Clean copper with pumice and water or pumice and solvent to remove all dirt, grease, oil or tarnish.
2. Brush the entire surface with a 2% solution of liquid ammonium sulfide (technical grade) in water.
3. Let dry. Even out colour by rubbing lightly with pumice and water, using a stub or fine brass wire brush.
4. Repeat steps 2 and 3 to obtain the desired colour.

Maintenance of Patina Copper
Regularity is the key to a successful maintenance program. A schedule should be arranged providing periodic cleaning with regular inspections in the interim. The schedule should differentiate between interior and exterior surfaces and those surfaces subject to handling, scuffing and abrasion. When a regular maintenance program is followed, most installations can be maintained by oiling or waxing, some by lacquering and a few by polishing.
Surfaces prefinished or naturally weathered to the statuary bronze shades should be maintained by periodic oiling with Lemon Oil, U.S.P.; Lemon Grass Oil, Native E.I.; or a high-grade paraffin oil.
Mixtures of Carnauba wax and wood turpentine or beeswax and wood turpentine as well as quality commercial paste waxes have been found satisfactory. The comparative costs of waxing versus oiling should, however, be weighed.
Oil and wax coatings look best when applied with a well-impregnated, clean soft cloth followed by rubbing with a second, clean soft cloth to remove excess oil or wax. The frequency of oiling or waxing is as important as the oil or wax used. Newly installed metal should be oiled weekly for the first month in order to build up a protective film. Metals subject to heavy traffic should be oiled or waxed at one to two-week intervals. Where traffic is moderate to light, monthly treatment may suffice. In non-traffic areas, quarterly or semiannual applications are feasible.
Considering a typical building entrance, door handles, push plates or bars, and kick plates as well as the door stiles and rails, would normally be exposed to heavy traffic. The door frame and adjacent window wall framing usually receive less handling and would be considered a moderate to light traffic area. Transoms, canopies and similar metal elements normally out of reach would be classed as non-traffic areas.
Restoration
Bronze and other copper alloys can be restored to their original appearance even after years of neglect. Restoration of neglected surfaces may require the advice of specialists engaged in maintenance work.
To restore statuary finishes, the surfaces may be cleaned with a 5% oxalic acid and water mixture together with finely ground India pumice powder. Wipe dry with soft clean cloths and apply the statuary finish solution as outlined.
Lacquering
Long-term protection can be achieved by applying a clear organic coating. Air-drying formulations are the most convenient to use and among them the INCRALAC formulation has proven to be the most protective.
INCRALAC is an air dry, acrylic lacquer for field or shop coating of copper and copper alloys. In research initiated by the International Copper Association, Ltd.), INCRALAC provided the best protection of all air-dry coatings tested.
When applied to a properly cleaned metal surface, INCRALAC provides excellent protection indoors or outdoors, even in highly corrosive industrial and marine atmospheres.
The use of abrasive pads (e.g., Scotch-Brite) followed by washing with a cleaning solvent, provides a surface for maximum performance. Steel wool should not be used because it sometimes contains a corrosion inhibitor which may cause discolouration later on.
If abrasive pads are not available, the surface should be thoroughly washed with a solvent or alkali cleaning solution, or by vapour degreasing.
INCRALAC is designed for spray application and should not be brushed. Conventional spray equipment can be used, applying first a mist coat, followed by a wet coat. Two coats are recommended, with at least 30 minutes air dry between coats.
Green Patina Copper Finishes

The much-admired natural protective coating of a blue-green patina on copper characterizes older copper roofs, including ancient cathedrals as well as bronze statues and other copper metal surfaces exposed to the weather. Because of the time required to achieve this, much research has been done on artificial patination, with varying success.
In natural patination, the major colouring agent in the film is basic copper sulfate. Carbonate and chloride salts of copper may also be present in varying concentrations. In seacoast locations, chloride salts may form an essential part of the patina film. The basic chloride salts of copper are not only fairly soluble but photosensitive as well.
In artificially producing or accelerating the formation of a patina, success seems to depend on the manner in which the solutions are applied, the weather conditions under which the treatment is carried out, and perhaps most important, on the climate to which the treated surfaces are exposed.
Because of the number of variables involved, chemically induced patinas are prone to lack of adhesion, excessive staining of adjacent materials or inability to achieve reasonable colour uniformity over large surface areas. These potential shortcomings should be considered when attempting to artificially duplicate a weathering process that may take from five to seven years in coastal or industrial environments, longer in rural areas, and may perhaps never develop in some climates and atmospheres.
Artificial patinas for architectural applications such as copper roofs, grilles, and statues have an inherent requirement that dictates that the solution has to be one that can be brushed or sprayed because of the large surface areas normally involved.
Cleaning
The copper surfaces to be coloured must be clean, as any dirt, oil or grease on the surface will interfere with the chemical action of the solution. This involves the removal of the residual film of oil left on copper and brass sheets from mill rolling operations, and fingerprints and dirt deposited on the surface during handling and installation.
A few hard rainstorms may clean the surfaces sufficiently to start operations. However, it is always advisable, particularly if the colouring is to be done immediately after installation, to go over the surface with a commercial chemical metal cleaner. Cleaners of the trisodium phosphate type should be satisfactory. Avoid cleaners that leave a coat of oxide on the copper surface.
Follow cleaning with a thorough rinsing to remove all traces of the cleaning compound. If cleaning has been properly done, the rinsing water will spread uniformly without beading (the formation of globular droplets); in other words, the water should wet the copper surface uniformly. If necessary, cleaning should be repeated until this condition is obtained.
The oxide film on the copper will cause poor adherence of the patina finish. Copper roofs that have weathered for six months or more should have the oxide film removed before the colouring operations start. This is done by swabbing the surface with a cold, 5%-10% solution of sulfuric acid.
NOTE: The operator must wear rubber gloves and take care to prevent spilling any acid on himself or on adjacent wood or stonework.
Immediately after this swabbing, the surface should again be thoroughly rinsed with clean water. This should leave a roof surface, whether old or new, in good condition for colouring.
Colouring
Of the three basic processes for accelerated patina formation, one uses a sulfate solution and two utilize chloride salts.
Their formulas are as follows:
Ammonium sulfate 111 g/l
Copper sulfate 3.5 g/l
Concentrated ammonia 1.6 ml/l
Tap water 1.0 l
The ammonium sulfate should be "technical grade." Agricultural grade may be used if the solution is filtered to eliminate dirt. Copper sulfate is commonly known as blue vitriol the concentrated ammonia should have a specific gravity of 0.900. One fluid ounce of concentrated ammonia contains 0.936 oz by weight of ammonia.
Preparation of the Solution
The solution should be prepared in a corrosion-resistant plastic-lined container. Wooden barrels and tubs are also satisfactory if all exposed metal parts are lead-covered.
First dissolve the ammonium sulfate in the water. When completely dissolved, add the copper sulfate. This is best done by removing a few gallons of the ammonium sulfate solution and dissolving in it as much of the copper sulfate as will dissolve. Then pour this back into the original solution and remove another batch, repeating the operation until all the copper sulfate has been dissolved.
Then add the concentrated ammonia slowly, while constantly stirring the solution. It is important that the quantity of ammonia be exact, as the correct ratio of ammonia to water must be maintained.
Method of Application
The solution should be applied by spraying. A satisfactory sprayer is an ordinary, plastic or galvanized steel, garden-type tank sprayer, with the inside coated with bituminous paint. Spraying should be done rapidly, using a fine spray. Avoid large drops, which tend to run together, causing streaks. It is better to use too little rather than too much solution at a time.
Allow the solution to dry after the first spraying (about 10 to 15 minutes on a warm, dry, sunny day; longer on a cool or cloudy day). Spraying and drying are repeated five or six times.
The colour does not show up immediately. When the spraying has been completed, the copper surface should appear to be covered with a "glassy" coating somewhat resembling a dark, heavy coat of varnish.
The development of colour depends on suitable weather conditions. Rain within six or eight hours may wash away some of the solution before it has had a chance to act on the copper.
Ideal weather conditions following the treatment are a moderate to heavy dew, a light mist or fog, or other condition of high enough atmospheric moisture to give a relative humidity of 80% or more. The atmospheric moisture combines with the deposited solution to react chemically with the copper, and the desired blue-green patina results The coloured layer should be of a satisfactory depth if the action continues undisturbed for at least six hours.
Where this has occurred, the next rain should wash off the remaining deposit and bring out the blue-green of the patina. At first the colour will be somewhat bluer than natural patina, but it should weather into a natural colour in time; the time depending on climatic conditions.
Ammonium Chloride (sal ammoniac)
Dissolve sufficient ammonium chloride crystals (commercial sal ammoniac) in water to form a saturated solution, that is, until no more will dissolve. Brush or spray on a thoroughly clean copper surface. Several applications may be required.
This formula was favoured by Frank Lloyd Wright. Wright specified that the solution be mixed 24 hours prior to its use. Two applications were made with a lapse of 48 hours between the two. Twenty-four hours after the final application, the copper was sprayed with a cold water mist. Wright emphasized the fact that dry weather was required throughout the entire period.
Although this colouring method was used with apparent success on the Price Tower in Bartlesville, Oklahoma, it failed to last on the copper roof of a residence in Dallas, Texas. After five years, the blue-green patina which had developed initially completely disappeared, leaving the copper a light russet brown. The ammonium chloride solution tends to chalk and flake if applied too heavily, and is also apt to dissipate in heavy rain. Both factors may have contributed to this failure.
Cuprous Chloride + Hydrochloric Acid
Dissolve the following in a small amount of warm water:
cuprous chloride 164 g/l
hydrochloric acid 117 ml/l
glacial acetic acid 69 ml/l
ammonium chloride 80 g/l
arsenic trioxide 11 g/l
When dissolved, dilute with water to either 1 litre.
Apply by spray, brush, or stippling. Store and use in nonmetallic containers; do not use aluminium containers.
NOTE: Wear suitable protective clothing and equipment. The solution is both acid and toxic.
It can be applied to either bright or weathered copper. If possible, the desired colour should be attained in a single
application. Reapplication – particularly in direct sunlight – may cause a reaction between the solution and the salts initially deposited, producing a smooth, hard, colourless film similar in appearance to varnish.
Maintenance
No maintenance is required for an existing natural patina or one which is in the process of formation.
If a natural statuary finish is desired on copper, weathering can be arrested at the desired point by applying a suitable oil, e.g., raw linseed oil or lemon oil. Depending on the prevailing climatic conditions and the degree of exposure, the frequency of oiling may be at intervals of from one to three years. Instances have been recorded where the initial oiling applied in two thin coats has preserved the statuary finish in excess of ten years.
Copper and its alloys are made of nature's pure elements and as such harmonize with other natural materials with which people find an instinctive affinity. The fact that they change colour as they whether gives them and the buildings they adorn, an extra measure of life and character as first-class building materials.
Copper, brass and bronze are resistant to destructive corrosion. The patina which forms naturally is in fact a protective film. The copper metals are lightweight, easy to work, easy to join, attractive and extremely durable. This accounts for their use for centuries for roofs, fascias, gutters, downspouts, flashing, storefronts, railings, grilles and other architectural applications of any descriptions.
Frequently asked questions about Patina Copper
What Chemical Reaction Is Taking Place? Patina is the result of a corrosive attack due to airborne sulphur compounds.
Why Can Patina be Green and Blue? The level of oxidation by sulphides and sulphates determines the colour. This oxidation film can be as thin as 8micron.
Factors That Affect Natural Pantina? Time, temperature, atmospheric conditions, ie rainfall, humidity, pollutants.
Does Factory Pre-Patina Look The Same? Yes.
Will The Colour of Pre-Patina Change Over Time? Finishes can have a protected clear finish to stop further colour change.
Can the Colour of Pre-Patina Copper be Customised? Yes, many colours are available.
Does Patina Impact The Strength Of Copper? No. However whilst the patina has high adhesion it has low abrasive resistance.
Bibliography and Sources
Selected Bibliography
1. Osborn, Donald H. and Foehl, John M., "colouring and Finishing Copper Metals." Construction Specifier Vol. 16, No. 5, pp. 5055 (Oct. 1963)
2. Hughes, Richard and Rowe, Michael, "The colouring, Bronzing and Patination of Metals," Crafts Council, London. (1982)
3. Fishlock, David, Metal Colouring. Teddington, England, Robert Draper Ltd., 1970. 393 pages.
4. Metal Finishing Guidebook & Directory. Metals and Plastics Publications, Inc., 1 University Plaza, Hackensack, N.J.
5. CDA Application Data Sheets 108/9, 114/9 and 161/0 on clear organic coatings.
 |  |  |  |  |
 |  |  |  | |
 |  |  | ||
 |  |  | ||