Application Data Sheet – Stainless Steel |
Sensitisation of Austenitic Stainless Steels |

|

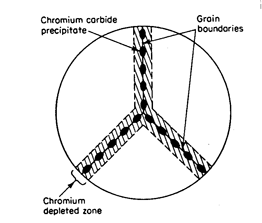 |
sensitised zones caused by carbide precipitation on grain boundaries. |
Effect: rapid corrosion in the sensitised volume, leading to failure, while unsensitised parts of the material remain unattacked.
Intergranular Corrosion at Sensitised Grain Boundaries in Parent Plate and HAZ
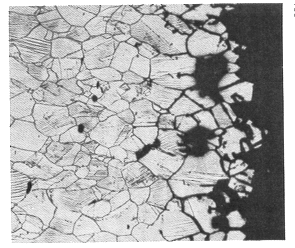 | 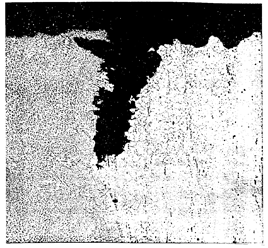 | |
Parent Plate | Heat Affected Zone |
Carbon content. More carbon causes more carbide precipitation, hence lower carbon heats are less susceptible than higher carbon heats. Modern stainless steel generally has lower carbon than hitherto, because steelmaking equipment has improved. In modern stainless steels, carbon is generally 0.03 to 0.06%, while older equipment produced 0.05 – 0.08%. Sensitisation is much less of a problem than it used to be. If sensitisation is still found to be a problem (see below), a low carbon ‘L’ grade with less than 0.030% carbon can be specified.
Cooling rate. Rapid cooling suppresses carbide precipitation and sensitisation. Welds in thicker plate stay in the sensitisation temperature range longer, and are more susceptible to the problem.
Time – Temperature – Transformation (TTT) Diagram
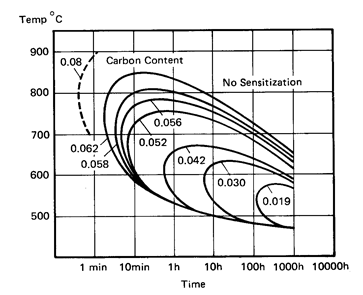
This diagram (for grade 304) shows curves that separate the area to the left, where sensitisation is negligible, from that to the right of the curve, where sensitisation is present. It can be seen that the critical cooling rate to avoid sensitisation depends strongly on the carbon content.
The critical time to avoid sensitisation is slightly different for each grade, but the form of the effect is the same.
Remedies. There a number of methods of avoiding or repairing sensitisation:
- Use stainless steel with a low carbon content. The ‘L’ grades have a maximum of 0.03% carbon, and pickled & passivated HAZs are effectively as corrosion resistant as the parent material in most corrosion conditions. It is generally considered that welded construction in plate thicker than about 6 mm requires the use of ‘L’ grade plate. Applications such as furnace brazing, which have slow cooling rates, may also require ‘L” grades.
- Post weld heat treat to allow chromium diffusion into the grain boundary zone. This may be performed at about 1050°C, but subsequent cooling must be fast enough to avoid the formation of new carbides and depleted zones. In addition, the corrosion resistance of the structure must be restored by pickling off the high temperature oxide formed during heat treatment. In practice, post weld heat treatment is rarely used.
- Use stabilised grades. Grades to which small amounts of elements such as titanium, niobium and tantalum have been added are protected from sensitisation because these elements combine with the carbon preferentially, minimising the formation of chromium carbides. Grades 321 (S32100) and 316Ti (S31635) are titanium stabilised equivalents for grades 304 and 316 respectively. The use of stabilised grades has declined markedly with the easy availability of ‘L’ grades, and their use is restricted to high temperature equipment.
Testing: there are a number of tests available for testing the susceptibility of steels and weld HAZs to sensitisation (see below). The modified Strauss test is most common, and simulates the more severe corrosive environments in which the common grades of austenitic stainless steel are used. This requires exposure of a sample to a boiling acidified copper sulphate solution for 24 hours, followed by bending. The pass/fail criterion must be agreed between supplier and purchaser, but is generally taken as the absence of cracking visible to the naked eye after bending.
For critical applications, austenitic stainless steels can be ordered certified to have passed an intergranular corrosion test. This is performed on the material in the solution treated condition (ie as supplied) for ordinary grades, and after a sensitisation heat treatment for ‘L” grades. A welding procedure test may also be made with the thickest steel with the highest (carbon + nitrogen) content, as a proof test to ensure no likelihood of intergranular corrosion. This may allow an ordinary grade to be used rather than the more expensive ‘L’ grade.
AS2038-1977 (reconfirmed 1986) Methods for detecting the susceptibility of austenitic stainless steels to intergranular corrosion
ASTM A262. Detecting susceptibility to intergranular attack in austenitic stainless steels.