Product Data Sheet – Copper Alloys
Chromium Zirconium Copper UNS-C18150
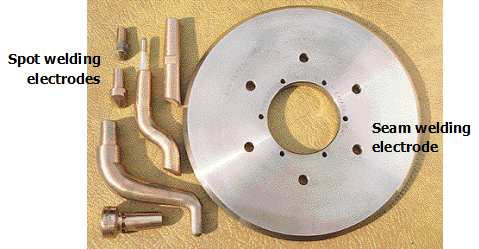
C18150 is a high conductivity, high strength copper alloyed with chromium. C18150 is heat treatable, and resists softening in service up to temperatures of 500°C. It is used for spot and seam welding electrodes, plastic mould components and other applications requiring excellent electrical and thermal conductivity and high strength and wear resistance at high temperatures. As supplied by Austral Wright Metals, C18200 is heat treated to high strength, and requires no further heat treatment. It meets the requirements of RWMA (Resistance Welder Manufacturers Association) Group A, Class 2. C18150 when used for spot and seam welding electrodes can provide less sticking and resists deformation longer than copper-chromium (C18200) in some specific situations. C18150 can be used instead of C18200 in any structural or current carrying application. C18150 can be used to spot weld: cold rolled steel, hot rolled steel, nickel plated steel, zinc and zinc-aluminium coated steel (galvanised and zincalume), nickel alloys, Monel, nickel silver, stainless steel. Chemical Composition
Note: Copper + Sum of Named Elements, 99.7% min) Common Fabrication ProcessesBending, Cold Heading, Machining Fabrication Properties
Mechanical PropertiesTypical Room Temperature 20°C
Physical Properties
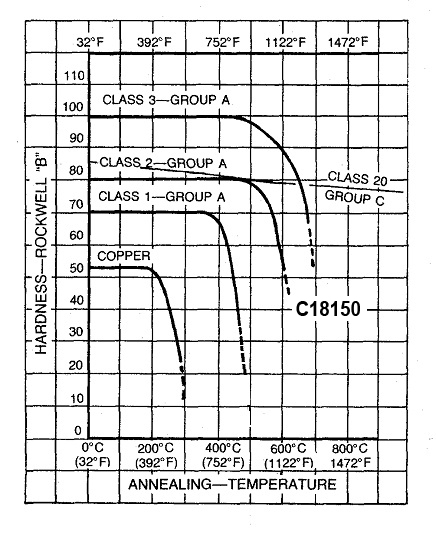
Typical UsesConsumer – Pencil-type & Light Soldering Guns: Tips, Rod Extensions Electrical – Resistance Welding Electrodes Industrial – Welding Electrodes, Welding Wheels, Tips and Rod Extensions Typical Hardness
RWMA (Resistance Welder Manufacturers Association)Electrode Material Standards The mechanical and physical properties required of electrodes vary according to the application. The materials being used for electrodes fall into three groups: • Group A — Copper Base Alloys. • Group B — Refractory Metals and Refractory Metal Composites. • Group C — Specialty Materials. These groups are further subdivided as follows: GROUP A. Copper Base Alloys RWMA Class 1. Specifically recommended, because of its high electrical and thermal conductivity for spot welding aluminum alloys, magnesium alloys, some coated materials, brass and bronze. RWMA Class 2. Class 2 material has slightly lower conductivity and higher mechanical properties than Class 1. Class 2 are general purpose resistance welding electrode materials for production spot and seam welding of most materials. They are suitable for spot welding electrodes, projection welding electrodes, seam welding electrodes, shafts and bearings, flash welding electrodes and current-carrying structural members, and are also available as high strength and high electrical conductivity castings for use as welding platens and secondary circuit structural members. Class 2 material should be used in the heat-treated condition. These materials are stronger than Class I materials, but have slightly lower conductivity. They are used for the spot and seam welding of cold and hot-rolled steel, stainless steel and low conductivity brass and bronze. They are also used as flash welding dies and as electrodes for the welding of galvanized steel and other coated materials. RWMA Class 3. Class 3 material has lower conductivity and higher mechanical properties than Class 2. It is recommended for projection welding electrodes, flash and upset welding electrodes, current-carrying shafts and bushings. As castings, Class 3 material is recommended for highly stressed welding structural current-carrying members and heavy-duty offset electrode shanks and holders. It is recommended for spot welding and seam welding steels having high electrical resistance, such as stainless steels, and it should be used in the heat-treated condition. C18150 Extruded RodAvailable from Austral Wright Metals
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||