Application Data Sheet – Copper Alloys |
Soldering & Brazing Copper Tube & FittingsThis Application Data Sheet is published by the Copper Development Association and has been provided by Austral Wright Metals. Table of Contents
|
Introduction to Soldering & Brazing Copper
The basic theory and technique of copper solder and brazing copper are the same for all diameters of copper tubing and copper pipe. The only variables are the filler metal and the amount of time and heat required to complete a given copper tube joint. The American Welding Society defines soldering as a joining process that takes place below 840°F and brazing as a process that takes place above 840°F but below the melting point of the base metals. In actual practice for copper systems, most soldering is done at temperatures from about 350°F to 600°F, while most brazing copper is done at temperatures ranging from 1100°F to 1500°F.
The choice between soldering or brazing generally depends on the operating conditions of the system and the requirements of the governing construction codes. Copper solder joints are generally used where the service temperature does not exceed 250°F, while brazed joints can be used where greater joint strength is required or where system temperatures are as high as 350°F.
Although brazed copper joints offer higher joint strength in general, the annealing of the tube and fitting which results from the higher heat used in the brazing process can cause the rated pressure of the system to be less than that of a soldered joint. This fact should be considered in choosing which joining process to use.
Although soldering and brazing are the most common methods of joining copper tube and fittings, they are often the least understood.
It is this lack of understanding that can develop into poor installation techniques and lead to poor or faulty joints. Investigations into the common causes of joint failures revealed several factors contributing to faulty joints, including:
- Improper joint preparation prior to soldering.
- Lack of proper support and/or hanging during soldering or brazing.
- Improper heat control and heat distribution through the entire joining process.
- Application of solder or brazing filler metal to the joint.
- Inadequate amount of filler metal applied to the joint.
- Sudden shock cooling and/or wiping the molten filler metal following soldering or brazing.
- Pre-tinning of joints prior to assembly and soldering.
Although soldering and brazing operations are inherently simple, the deletion or misapplication of a single part of the process may mean the difference between a good joint and a failure.
The Joining Process for Solder copper pipe, tube or brazing copper
Regardless of the process, soldering or brazing, the same basic steps should be followed, with the only differences being the fluxes, filler metals and avoiding too much heat used. The following joining process outlines the basic requirements for consistently making a high-quality soldered or brazed joint:
- measuring and cutting
- reaming
- cleaning
- luxing
- assembly and support
- heating
- applying the filler metal
- cooling and cleaning
Measuring and Cutting before Brazing Copper
Cut the tube to the measured length. Cutting can be accomplished in a number of different ways to produce a satisfactory squared end. Accurately measure the length of each tube segment. Inaccuracy can compromise joint quality. If the tube is too short, it will not reach all the way into the cup of the fitting and a proper joint cannot be made. If the tube segment is too long, system strain may be introduced which could affect service life.
The tube can be cut with a disc-type tube cutter (Figure 1), a hacksaw, an abrasive wheel, or a stationary or portable bandsaw. Care must be taken to ensure the tube is not deformed while being cut. Regardless of the method, the cut must be square to the run of the tube so the tube will seat properly in the fitting cup.
Reaming
Ream all cut tube ends to the full inside diameter of the tube to remove the small burr created by the cutting operation. If this rough, inside edge is not removed by reaming, erosion-corrosion may occur due to local turbulence and increased local flow velocity in the tube. A properly reamed piece of tube provides an undisturbed surface for smooth, laminar flow.
Remove any burrs on the outside of the tube ends created by the cutting operation to ensure proper assembly of the tube into the fitting cup.
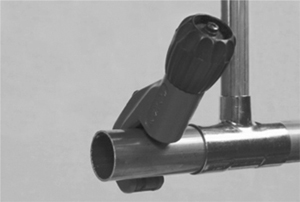
Tools used to ream tube ends include the reaming blade on the tube cutter, half-round or round files (Figure 2), a pocket knife, and a suitable deburring tool (Figure 3). With soft tube, care must be taken not to deform the tube end by applying too much pressure.
Soft temper tube, if deformed, can be brought back to roundness with a sizing tool consisting of a plug and sizing ring.
Cleaning
The removal of all oxides and surface soil from the tube ends and fitting cups is crucial to proper flow of filler metal into the joint. Failure to remove them can interfere with capillary action and may lessen the strength of the joint and cause failure.
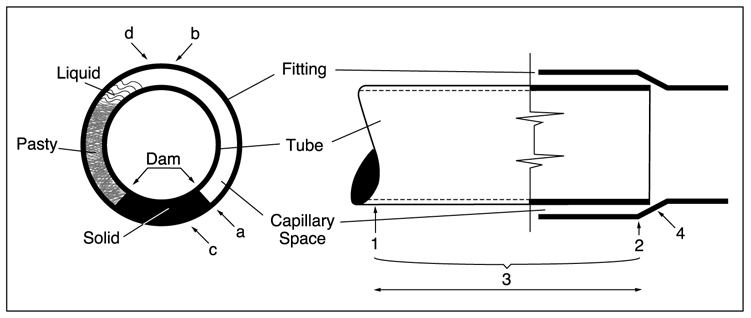
The capillary space between tube and fitting is approximately 0.004 in. Filler metal fills this gap by capillary action. This spacing is critical because it determines whether there is a proper flow of the filler metal into the gap ensuring a strong joint.
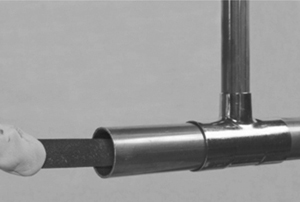
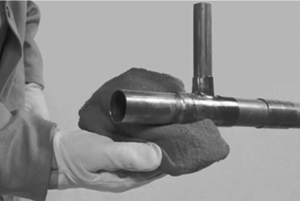
Lightly abrade (clean) the tube ends using sand cloth or nylon abrasive pads (Figure 4) for a distance slightly more than the depth of the fitting cup.
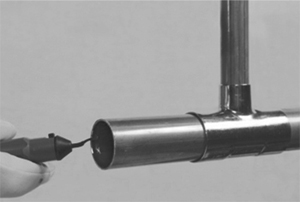
Clean the fitting cups by using abrasive cloth, abrasive pads, or a properly sized fitting brush (Figure 5).
Copper is a relatively soft metal. If too much material is removed from the tube end or fitting cup, a loose fit may result in a poor joint.
Chemical cleaning may be used if the tube ends and fittings are thoroughly rinsed after cleaning according to the procedure furnished by the chemical manufacturer. Do not touch the cleaned surface with bare hands or oily gloves. Skin oils, lubricating oils and grease impair the adherence of the filler metal.
Soldered Joints – Fluxing
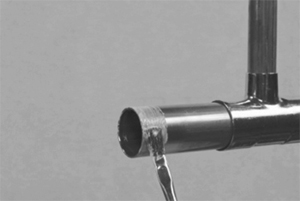
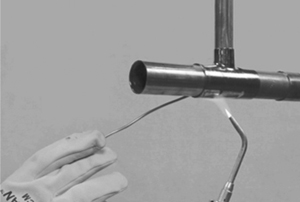
Use a soldering flux that will dissolve and remove traces of oxide from the cleaned surfaces to be joined, protect the cleaned surfaces from reoxidation during heating, and promote wetting of the surfaces by the solder metal, as recommended in the general requirements of ASTM B 813. Apply a thin, even coating of flux with a brush to both tube and fitting as soon as possible after cleaning (Figures 6 and 7).
WARNING: Do not apply with fingers. Chemicals in the flux can be harmful if carried to the eyes, mouth or open cuts.
Use care in applying flux. Careless workmanship can cause problems long after the system has been installed. If excessive amounts of flux are used, the flux residue can cause corrosion. In extreme cases, such flux corrosion could perforate the wall of the tube, fitting or both.
Figure 1. Cutting Figure 2. Reaming: File Figure 3. Reaming: Deburring Tool 
Figure 4. Cleaning: Abrasive Pad Figure 5: Cleaning: Fitting Brush Figure 6. Fluxing: Tube 
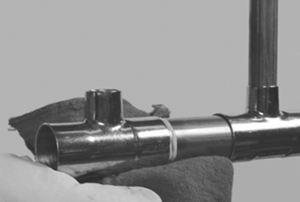
Assembly
Support the tube and fitting assembly to ensure an adequate capillary space around the entire circumference of the joint. Uniformity of capillary space will ensure good capillary flow (Figure 12) of the molten solder metal. Excessive joint clearance can lead to solder metal cracking under conditions of stress or vibration.Insert tube end into fitting cup, making sure that the tube is seated against the base of the fitting cup. A slight twisting motion ensures even coverage by the flux. Remove excess flux from the exterior of the joint with a cotton rag (Figure 8).
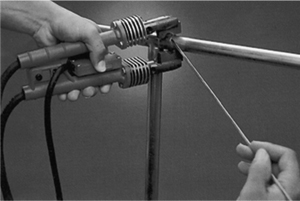
Figure 7. Fluxing: Fitting Figure 8. Removing Excess Flux Figure 9. Soldering Figure 10. Electric Resistance Soldering Tool Figure 11. Cleaning Heating
Begin heating with the flame perpendicular to the tube (Figure 12, position 1). The copper tube conducts the initial heat into the fitting cup for even distribution of heat in the joint area. The extent of this preheating depends upon the size of the joint. Preheating of the assembly should include the entire circumference of the tube in order to bring the entire assembly up to a suitableWARNING: When dealing with an open flame, high temperatures and flammable gases, safety precautions must be observed as described in ANSI/AWS Z49.1.
preheat condition. However, for joints in the horizontal position, avoid directly preheating the top of the joint to avoid burning the soldering flux. The natural tendency for heat to rise will ensure adequate preheat of the top of the assembly. Experience will indicate the amount of heat and the time needed.
Next, move the flame onto the fitting cup (Figure 12, position 2). Sweep the flame alternately between the fitting cup and the tube a distance equal to the depth of the fitting cup (Figure 12, position 3). Again, preheating the circumference of the assembly as described above, with the torch at the base of the fitting cup (Figure 12, position 4), touch the solder to the joint. If the solder does not melt, remove it and continue heating.
CAUTION: Do not overheat the joint or direct the flame into the face of the fitting cup. Overheating could burn the flux, which will destroy its effectiveness, and the solder will not enter the joint properly.
When the solder melts, apply heat to the base of the cup to aid capillary action in drawing the molten solder into the cup toward the heat source.
Heat is generally applied using an air-fuel torch (Figure 9). Such torches use acetylene or an LP gas. Electric resistance soldering tools can also be used (Figure 10). They employ heating electrodes and should be considered when an open flame is a concern.
Figure 12. Schematic of Solder Joint

Applying the Solder
The now-solidified solder at the bottom of the joint has created an effective dam that will prevent the solder from running out of the joint as the sides and top of the joint are being filled. For joints in the horizontal position, start applying the stick soldering metal slightly off-center at the bottom of the joint (Figure 12, position a, and Figure 9). When the solder begins to melt from the heat of the tube and fitting, push the solder straight into the joint while keeping the torch at the base of the fitting and slightly ahead of the point of application of the solder. Continue this technique across the bottom of the fitting and up one side to the top of the fitting (Figure 12, position b).
Return to the point of beginning, overlapping slightly (Figure 12, position c), and proceed up the uncompleted side to the top, again, overlapping slightly, (Figure 12, position d). While soldering, small drops may appear behind the point of solder application, indicating the joint is full to that point and will take no more solder. Throughout this process you are using all three physical states of the solder: solid, pasty and liquid.
For joints in the vertical position, make a similar sequence of overlapping passes starting wherever is convenient.
Solder joints depend on capillary action drawing free-flowing molten solder into the narrow clearance between the fitting and the tube.
Molten solder metal is drawn into the joint by capillary action regardless of whether the solder flow is upward, downward or horizontal.
Capillary action is most effective when the space between the surfaces to be joined is between 0.002 inch and 0.005 inch. A certain amount of looseness of fit can be tolerated, but too loose a fit can cause difficulties with larger size fittings.
For joining copper tube to solder-cup valves, follow the manufacturer’s instructions. The valve should be in the open position before applying heat, and the heat should be applied primarily to the tube. Commercially available heat-sink materials can also be used for protection of temperature-sensitive components during the joining operation.
The amount of solder consumed when adequately filling the capillary space between the tube and either wrought or cast fittings may be estimated from Table 1. The flux requirement is usually 2 ounces per pound of solder.
Table 1: Solder Requirements for Solder Joint Pressure Fittings, length in inches (1)
Joint Clearance (inches)Wt in lbs at .010clearanceper 100 joints0.0010.0020.0030.0040.0050.0060.0070.0080.0090.0101/4 .375 .310 .030 .060 .089 .119 .149 .179 .208 .238 .268 .298 .097 3/8 .500 .380 .049 .097 .146 .195 .243 .292 .341 .389 .438 .486 .159 1/2 .625 .500 .080 .160 .240 .320 .400 .480 .560 .640 .720 .800 .261 5/8 .750 .620 .119 .238 .357 .476 .595 .714 .833 .952 1.072 1.191 .389 3/4 .875 .750 .168 .336 .504 .672 .840 1.008 1.176 1.344 1.512 1.680 .548 1 1.125 .910 .262 .524 .786 1.048 1.311 1.573 1.835 2.097 2.359 2.621 .856 1 ¼ 1.375 .970 .341 .683 1.024 1.366 1.707 2.049 2.390 2.732 3.073 3.415 1.115 1 ½ 1.625 1.090 .454 .907 1.361 1.814 2.268 2.721 3.175 3.628 4.082 4.535 1.480 2 2.125 1.340 .729 1.458 2.187 2.916 3.645 4.374 5.103 5.833 6.562 7.291 2.380 2 ½ 2.625 1.470 .988 1.976 2.964 3.952 4.940 5.928 6.916 7.904 8.892 9.880 3.225 3 3.125 1.660 1.328 2.656 3.985 5.313 6.641 7.969 9.297 10.626 11.954 13.282 4.335 3 ½ 3.625 1.910 1.773 3.546 5.318 7.091 8.864 10.637 12.409 14.182 15.955 17.728 5.786 4 4.125 2.160 2.281 4.563 6.844 9.125 11.407 13.688 15.969 18.250 20.532 22.813 7.446 5 5.125 2.660 3.490 6.981 10.471 13.962 17.452 20.943 24.433 27.924 31.414 34.905 11.392 6 6.125 3.090 4.846 9.692 14.538 19.383 24.229 29.075 33.921 38.767 43.613 48.459 15.815 8 8.125 3.970 8.259 16.518 24.777 33.035 41.294 49.553 57.812 66.071 74.330 82.589 26.955 10 10.125 4.000 10.370 20.739 31.109 41.478 51.848 62.218 72.587 82.957 93.326 103.696 33.845 12 12.125 4.500 13.970 27.940 41.910 55.881 69.851 83.821 97.791 111.761 125.731 139.701 45.596 Average Actual Consumption2
For Estimating Purposes3 2. Actual Consumption depends on workmanship
3. Includes an allowance of 100% to cover wastage and loss
Note: Flux requirements are usually 2 oz per lb of solder.
Cooling & Cleaning
Allow the completed joint to cool naturally. Shock cooling with water may stress or crack the joint. When cool, clean off any remaining flux residue with a wet rag (Figure 11). Whenever possible, based on end use, completed systems should be flushed to remove excess flux and debris. Use a soldering flux meeting the requirements of ASTM B 813
Testing
Test all completed assemblies for joint integrity. Follow the testing procedure prescribed by applicable codes governing the intended service.
Brazed Copper Joints
Table 2: Filler Metals for Brazing
AWSClassification1
Principle Elements (%)Temperature °FSilver (Ag)Phosphorus (P)Zinc (Zn)Cadmium (Cd)Tin (Sn)Copper (Cu)SolidusLiquidusBCup-2 – 7.00-7.5 – – – Remainder 1310 1460 BCup-3 4.8-5.2 5.8-6.2 – – – Remainder 1190 1495 BCup-4 5.8-6.2 7.0-7.5 – – – Remainder 1190 1325 BCup-5 14.5-15.5 4.8-5.2 – – – Remainder 1190 1475 BAg-12 44-46 – 14-18 23-252 – 14-16 1125 1145 BAg-22 34-36 – 19-23 17-192 – 25-27 1125 1295 BAg-5 44-46 – 23-27 – – 29-31 1225 1370 BAg-7 55-57 – 15-19 – 4.5-5.5 21-23 1145 1205 2. WARNING: BAg-1 and BAg-2 contain cadmium. Heating when brazing can produce highly toxic fumes.
Avoid breathing fumes. Use adequate ventilation. Refer to ANSI/ASC Z49 1 Safety in Welding and Cutting.
Strong, leak-tight brazed connections for copper tube may be made by brazing with filler metals which melt at temperatures in the range between 1100°F and 1500°F, as listed in Table 2. Brazing filler metals are sometimes referred to as “hard solders” or “silver solders.” These confusing terms should be avoided.
The temperature at which a filler metal starts to melt on heating is the solidus temperature; the liquidus temperature is the higher temperature at which the filler metal is completely melted. The liquidus temperature is the minimum temperature at which brazing will take place.
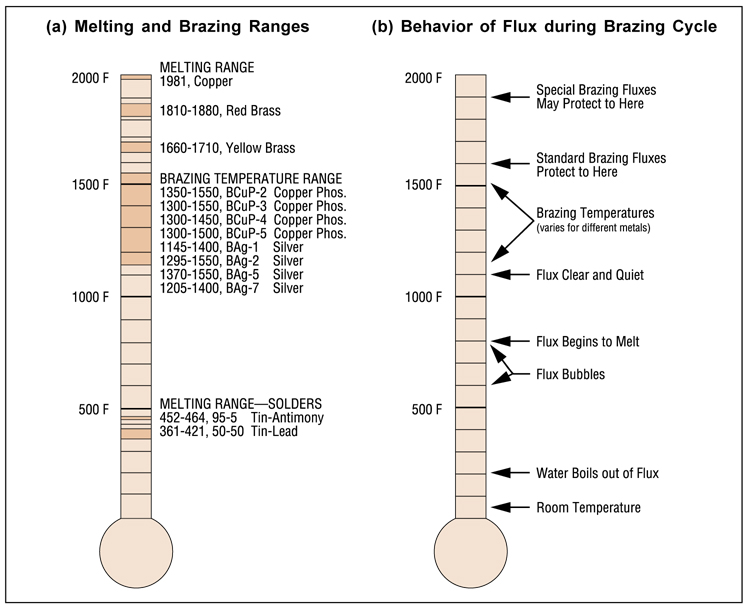
The difference between solidus and liquidus is the melting range and may be of importance when selecting a filler metal. It indicates the working range for the filler metal and the speed with which the filler metal will become solid after brazing. Filler metals with narrow ranges, with or without silver, solidify more quickly and, therefore, require careful application of heat. The working ranges of common brazing filler metals are shown in Figure 13a.
Figure 13. Melting Temperature Ranges

Brazing filler metals suitable for joining copper tube are of two classes: (1) the BCuP series alloys containing phosphorus and (2) the BAg series alloys containing a high silver content. The two classes differ in their melting, fluxing and flowing characteristics and this should be considered in selection of a filler metal (See Table 2). While any of the listed filler metals may be used, those
most commonly used in plumbing, HVAC refrigeration and fire sprinkler systems are BCuP-2 (for close tolerances), BCuP-3, 4 or 5 (where close tolerances cannot be held) and BAg-1, BAg-5 and BAg-7. The BCuP series filler metals are more economical than the BAg series filler metals and are better suited for general piping applications. BAg series filler metals should be used when joining dissimilar metals, or the specific characteristics of the BAg series filler metals are required. For joining copper tube, any of these filler metals will provide the necessary strength when used with standard solder-type fittings or commercially available short-cup brazing fittings.
According to the American Welding Society (AWS), the strength of the brazed joint will meet or exceed that of the tube and fitting being joined when the joint overlap and the depth of filler metal penetration is a minimum of three times the thickness of the thinner base metal (tube or fitting), and a well-developed fillet is present.
The strength of a brazed copper tube joint does not vary much with the different filler metals but depends mainly on maintaining the proper clearance between the outside of the tube and the cup of the fitting. Copper tube and solder-type fittings are accurately made for each other, and the tolerances permitted for each assure the capillary space will be within the limits necessary for a joint of satisfactory strength.
The rated internal working pressures of brazed copper tube systems at service temperatures up to 350°F (the temperature of saturated steam at 120 psi) are shown in Table 3. These pressure ratings should be used only when the correct capillary space has been maintained.
Table 3: Pressure-Temperature Ratings for Copper Tube Joints
Joining Material(4)
Service Temperature,
OF
Fitting Type
Maximum Working Gage Pressure (psi), for Standard Water Tube Sizes (1)
Nominal of Standard Size, inches
1/8 through 1
11/4 through 2
21/2 through 4
5 through 8
10 through 12
Alloy Sn50 50-50
Tin-Lead Solder (5)
100
Pressure(2)
200
175
150
135
100
DWV(3)
—
95
80
70
—
150
Pressure(2)
150
125
100
90
70
DWV(3)
—
70
55
45
—
200
Pressure(2)
100
90
75
70
50
DWV(3)
—
50
40
35
—
250
Pressure(2)
85
75
50
45
40
DWV(3)
—
—
—
—
—
Saturated Steam
Pressure
15
15
15
15
15
Alloy Sb5 95-5
Tin-Antimony Solder
100
Pressure(2)
1090
850
705
660
500
DWV(3)
—
390
325
330
—
150
Pressure(2)
625
485
405
375
285
DWV(3)
—
225
185
190
—
200
Pressure(2)
505
395
325
305
230
DWV(3)
—
180
150
155
—
250
Pressure(2)
270
210
175
165
125
DWV(3)
—
95
80
80
—
Saturated Steam
Pressure
15
15
15
15
15
Alloy E
100
Pressure(2)
710
555
460
430
325
DWV(3)
—
255
210
215
—
150
Pressure(2)
475
370
305
285
215
DWV(3)
—
170
140
140
—
200
Pressure(2)
375
290
240
225
170
DWV(3)
—
135
110
115
—
250
Pressure(2)
320
250
205
195
145
DWV(3)
—
115
95
95
—
Saturated Steam
Pressure
15
15
15
15
15
Alloy HB
100
Pressure(2)
1035
805
670
625
475
DWV(3)
—
370
310
315
—
150
Pressure(2)
710
555
460
430
325
DWV(3)
—
255
210
215
—
200
Pressure(2)
440
345
285
265
200
DWV(3)
—
155
130
135
—
250
Pressure(2)
430
335
275
260
195
DWV(3)
—
155
125
130
—
Saturated Steam
Pressure
15
15
15
15
15
Joining materials melting at or above 1100º F(6)
Pressure-temperature ratings consistent with the materials and procedures employed (see Table 3, Annealed).
Saturated Steam
Pressure
120
120
120
120
120
NOTE: For extremely low working temperatures in the 0°F to minus 200°F range, it is recommended that a joint material melting at or above 1100°F be employed (see Note(6)).
(1) Standard water tube sizes per ASTM B 88.
(2) Ratings up to 8 inches in size are those given in ASME B16.22 Wrought Copper and Copper Alloy Solder Joint Pressure Fittings and ASME B16.18
Cast Copper and Copper Alloy Solder Joint Fittings. Rating for 10 to 12 inch sizes are those given in ASME B16.18 Cast Copper and Copper Alloy Solder Joint Pressure Fittings.
(3) Using ASME B16.29 Wrought Copper and Wrought Copper Alloy Solder Joint Drainage Fittings — DWV and ASME B16.23 Cast Copper Alloy Solder Joint Drainage Fittings — DWV.
(4) Alloy designations are per ASTM B 32.
(5) The Safe Drinking Water Act Amendment of 1986 prohibits the use in potable water systems of any solder having a lead content in excess of 0.2%.
(6) These joining materials are defined as brazing alloys by the American Welding Society.Fluxes
The fluxes used for brazing copper joints are different in composition from soldering fluxes. The two types cannot be used interchangeably.
Brazing fluxes are water based; whereas, most soldering fluxes are petroleum based. Similar to soldering fluxes, brazing fluxes dissolve and remove residual oxides from the metal surface, protect the metal from reoxidation during heating and promote wetting of the surfaces to be joined by the brazing filler metal.
Brazing fluxes also provide the craftsman with an indication of temperature (Figure 13b). If the outside of the fitting and the heat-affected area of the tube are covered with flux (in addition to the end of the tube and the fitting cup), oxidation will be minimized and the appearance of the joint will be greatly improved.
The fluxes best suited for brazing copper and copper alloy tube should meet the requirements of AWS Standard A5.31, Type FB3-A or FB3-C.
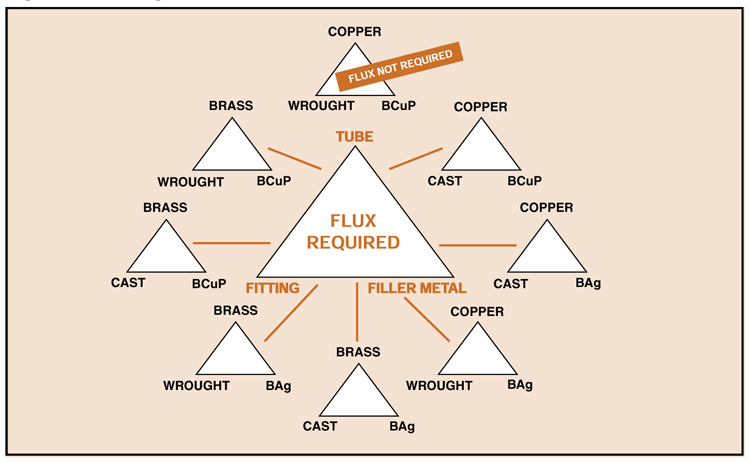
Figure 14 illustrates the need for brazing flux with different types of copper and copper-alloy tube, fittings and filler metals when brazing.
Figure 14. Brazing Flux Recommendations

Assembly
Assemble the joint by inserting the tube into the socket against the stop and turn if possible. The assembly should be firmly supported so that it will remain in alignment during the brazing operation.
Applying Heat and Brazing Copper
Apply heat to the parts to be joined, preferably with an oxy-fuel torch or propane torch with a neutral flame. Air-fuel is sometimes used on smaller sizes. Heat the tube first, beginning about one inch from the edge of the fitting, sweeping the flame around the tube in short strokes at right angles to the axis of the tube (Figure 12, position 1).
It is very important that the flame be kept in motion and not remain on any one point long enough to damage the tube. The flux may be used as a guide as to how long to heat the tube. The behavior of flux during the brazing cycle is described in Figure 13b.
Switch the flame to the fitting at the base of the cup (Figure 12, position 2). Heat uniformly, sweeping the flame alternately from the fitting to the tube until the flux becomes quiet. Avoid excessive heating of cast fittings, due to the possibility of cracking.
When the flux appears liquid and transparent, start sweeping the flame back and forth along the axis of the joint to maintain heat on the parts to be joined, especially toward the base of the cup of the fitting (Figure 12, position 3). The flame must be kept moving to avoid melting the tube or fitting.
For 1-inch tube and larger, it may be difficult to bring the whole joint up to temperature at one time. It frequently will be found desirable to use an oxy-fuel, multiple-orifice heating tip to maintain a more uniform temperature over large areas. A mild preheating of the entire fitting is recommended for larger sizes, and the use of a second torch to retain a uniform preheating of the entire fitting assembly may be necessary in larger diameters. Heating can then proceed as outlined in the steps above.
Apply the brazing filler metal at a point where the tube enters the socket of the fitting. When the proper temperature is reached, the filler metal will flow readily into the space between the tube and fitting socket, drawn in by the natural force of capillary action.
Keep the flame away from the filler metal itself as it is fed into the joint.
The temperature of the tube and fitting at the joint should be high enough to melt the filler metal.
Keep both the fitting and tube heated by moving the flame back and forth from one to the other as the filler metal is drawn into the joint.
When the joint is properly made, filler metal will be drawn into the fitting socket by capillary action, and a continuous fillet of filler metal will be visible completely around the joint. To aid in the development of this fillet during brazing, the flame should be kept slightly ahead of the point of filler metal application. Stop feeding as soon as you see a complete fillet.
Horizontal and Vertical Joints
When brazing horizontal joints, it is preferable to first apply the filler metal slightly off-center at the bottom of the joint, proceeding across the bottom of the joint and continuing up the side to the top of the joint. Then, return to the beginning point, overlapping slightly, and proceed up the uncompleted side to the top, again, overlapping slightly. This procedure is identical to that used for soldering.
Also, similar to the soldering process, make sure the operations overlap. On vertical joints, it is immaterial where the start is made. If the opening of the socket is pointing down, care should be taken to avoid overheating the tube, as this may cause the brazing filler metal to run down the outside of the tube.
Removing Residue
After the brazed joint has cooled, the flux residue should be removed with a clean cloth, brush or swab using warm water. Remove all flux residue to avoid the risk of the hardened flux temporarily retaining pressure and masking an imperfectly brazed copper joint. Wrought fittings may be cooled more readily than cast fittings, but all fittings should be allowed to cool naturally before wetting.
General Hints and Suggestions
If the filler metal fails to flow or has a tendency to ball up, it indicates oxidation on the metal surfaces or insufficient heat on the parts to be joined. If tube or fitting start to oxidize during heating, there is too little flux. If the filler metal does not enter the joint and tends to flow over the outside of either member of the joint, it indicates that one member is overheated or the other is underheated.
Testing
Test all completed assemblies for joint integrity. Follow the testing procedure prescribed by applicable codes governing the intended service.
Purging
Some installations, such as medical gas and ACR systems, require the addition of an inert gas during the brazing process. The purge gas displaces oxygen from the interior of the system while it is being subjected to the high temperatures of brazing and therefore eliminates the possibility of oxide formation on the interior tube surface.
Purge gas flow rates and methods of application should be included in the Brazing Procedure Specifications for these applications.
For further information about soldering and brazing of copper tubes and fittings, contact:
Copper Development Association Inc.
260 Madison Avenue
New York, NY 10016
Tel. 212/251-7200
Fax 212/251-7234
It has been compiled from information sources Copper Development Association Inc. (CDA) believes to be competent. However, CDA assumes no responsibility or liability of any kind in connection with this publication or its use by any person or organization and makes no representations or warranties of any kind hereby.