![]()
Application Data Sheet – Stainless Steel
Deep Drawing Stainless Steel
Stainless steels are frequently deep drawn into difficult shapes, often without intermediate annealing. They are very formable, and the austenitic grades have substantially higher ductility than carbon steels. While ferritic grades are less formable, they still have outstanding ductility, and can be deep drawn easily.
Deep Drawing Austenitic Stainless Steels
The most common austenitic stainless steel is grade 304, which contains approximately 18% chromium and 8% nickel. The crystal structure of this grade at room temperature is a phase known as austenite, which is highly ductile, as well as non-magnetic. As the steel is drawn, part of the structure progressively transforms to a different phase, called martensite. Martensite is much harder and less ductile, and its formation can reduce the ductility of the steel, as well as making it magnetic. Difficult deep drawing may need a special version of grade 304 with higher nickel content (usually about 9%). This grade is often referred to as 304DDQ, which describes a family of different compositions of varying nickel content. The extra nickel suppresses the transformation to martensite, improving ductility and hence drawability.
However, most deep drawing of stainless can be readily achieved with standard grade 304, and it is not sound practice to use 304DDQ by default: it is more expensive, not as widely stocked, and not needed for the majority of parts.
The other common austenitic grade, 316, is normally used for its higher corrosion resistance: the addition of molybdenum enables it to handle more aggressive media than grade 304, particularly higher chloride contents. It also has a high nickel content, which makes the austenite stable, and the grade has excellent deep drawing ability, between that of normal 304 and 304DDQ. It may require higher forming loads than 304.
Deep Drawing Ferritic Stainless Steel
The most common ferritic stainless steel is grade 430, which contains approximately 17% chromium, but does not have a deliberate nickel addition. Hence the crystal structure is ferrite, and the ductility is lower than austenitic stainless steels. The ductility is similar to carbon steel, and the grade is magnetic.
Table 1: Typical Chemical Composition of Common Stainless Steels
| Grade | Type | Carbon | Nitrogen | Chromium | Nickel | Molybdenum |
| 304 | Austenitic | 0.05% | 0.05% | 18.5% | 8.2% | – |
| 304DDQ | Austenitic | 0.05% | 0.05% | 18.5% | 9.0% | – |
| 316 | Austenitic | 0.05% | 0.05% | 17.5% | 11.2% | 2.1% |
| 430 | Ferritic | 0.06% | 0.04% | 17.2% | – | – |
Table 2: Typical Tensile Properties of Common Stainless Steels
Grade | Yield Stress (0.2% Proof Stress) | Tensile Strength | Elongation | Hardness |
MPa | MPa | % | HV | |
| 304 | 270 | 650 | 58 | 155 |
| 304DDQ | 260 | 630 | 58 | 150 |
| 316 | 270 | 605 | 55 | 145 |
| 430 | 325 | 515 | 28 | 145 |
Practical Tips
Press shops experienced with carbon steel sometimes have problems making new parts from stainless steel. There are some simple steps needed to establish practices for stainless:
- tooling must be a hard material, finished to a high standard
- heat treated tool steel tooling is acceptable
- best deep drawing performance is obtained from extra hard aluminium bronze tooling
- high pressure lubricants should be used. See table on page 3 for more detail.
- EP lubricants are essential for severe deep drawing
- lubricate both sides, generously, to overcome the galling tendency of stainless steel
- soluble oil can be used with aluminium bronze tooling
- remove lubricants before heat treatment
- plastic films can be used to protect the steel surface and aid drawing. Polyethylene (PE) or poly vinyl chloride (PVC) are used. They give excellent lubrication, smoother workpiece surface and deeper draws. They reduce the friction coefficient below the values with oil lubrication, and may eliminate the need for oil lubrication. Adhesive films can be applied to the steel surface before pressing, or a loose film can be stretched over the tool
- PE (white) is adequate for most purposes
- PVC (blue) is needed for the deepest draws and for two stage pressings
- both can be hard to remove, and should not be left on the steel for extended periods. Leaving them in the sun may make them very hard or impossible to remove.
- clamping pressure is much higher than for carbon steel
- about 50% higher for ferritic grades (eg 430)
- up to 3 x higher for austenitic grades (eg 304)
- pressing speed is much lower than for carbon steel
- about half normal speed for ferritic grades (eg 430)
- about 20 – 30 mm/sec for austenitic grades (eg 304)
- if the part is splitting:
- warm the blank, up to a maximum of about 70°C. Even a few degrees can be sufficient, so warming blanks can be a big help on cold mornings.
- warm the lubricant to reduce friction
- feed more metal into the pressing by:
- relieving areas of the tool
- reducing the clamping pressure
- reducing the blank size
- reduce friction by:
- introducing a plastic film
- using a lubricant giving lower friction
- slow the pressing speed
- cool the punch (changes the work hardening behaviour of the stainless steel)
- use a thicker material – thicker blanks give better ductility
- relieve areas of the tool which are causing excessive strain
- change to a grade with better deep drawing ability: 430 ? 304 ? 316 ? 304DDQ
- introduce an intermediate annealling step
- if the part is wrinkling:
- feed less metal into the pressing by:
- increasing the hold down pressure (press pressure, draw bead height or less lubrication at the hold-down ring)
- shaping the blank size to the part to make metal feed more uniformly
- increasing the blank size near the wrinkling
- stretch out minor wrinkles with a second stroke
Detailed Data on Deep Drawing
Limiting strain
- 304D should be capable of 40 – 60% reduction
- 304 & 430 should achieve 40 – 50% reduction
- reduction = [(D – d)/D] x 100, where D = diameter of blank, d = ID of drawn piece
Punch & die radius affect drawability strongly
- typically, use a minimum of 5 – 10 x metal thickness
Presses require more power than for carbon steel
- typically 100% more power (ram force)
- stiffer frame
Dies must resist higher forces & the tendency of stainless steel to gall
- D2 tool steel is good for short runs
- Carbide draw rings are beneficial on long runs
- High strength aluminium bronze for lowest friction & galling
Die clearance for heavy draws
- 35 – 40% of metal thickness for austenitic alloys
- 10 – 15% of metal thickness for ferritic alloys
- avoid ironing (i.e. die clearance less than metal thickness)
Drawing cylindrical parts
- aim for 40 – 50% reduction in first draw, <30% reduction in second draw
- second draw can be increased to 30 – 40% by annealing the workpiece between draws
Table 3: Suitability of Various Lubricants
(considers effectiveness, cleanliness, ease of removal etc)
A = excellent, B = good, C = acceptable
| Lubricant | Rating |
Fatty Oils & Blends | C |
Soap Fat Pastes | B |
Wax Based Pastes | B |
Heavy Duty Emulsions | B |
Dry Film (Wax, or Soap + Borax) | B |
Pigmented Pastes | A |
Sulphurised or Sulphochlorinated Oils | C |
Chlorinated Oils or Waxes: | |
High Viscosity (4,000-20,000 SUS) | A |
Low Viscosity (200-1,000 SUS) | B |
Graphite or Molybdenum Disulphide | Hot Forming Only |
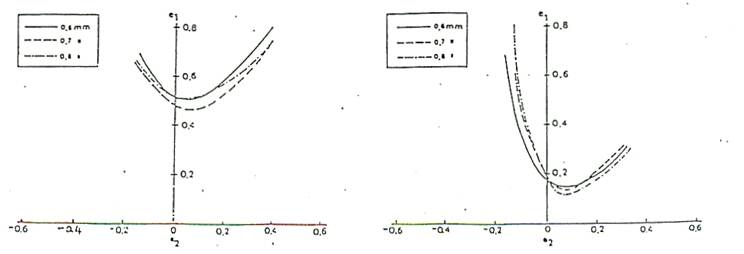
Forming Limit Diagrams
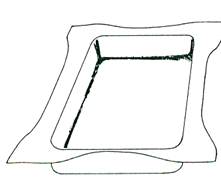 | A typical deep drawn tray, combining both drawing and forming. Earing is clearly visible. |
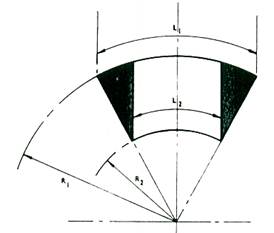
Wrinkling
The material in length L1 at the outside edge of the blank is drawn over segment L2 of the lip of the cup. Since L2 is shorter than L1, the material in the flange thickens, and tends to wrinkle unless constrained by the blankholder or pressure plate pressure.
Drawing Force
A good approximation of the drawing force required is given by:
| Drawing force = | (Yield Stress + Tensile Strength) | x Cross sectional area of product walls |
2 |
Table of approximate pressure (tonnes) required to deep draw stainless steel
| Stainless steel grade 304, typical properties: | Yield Stress (0.2% Proof) | 260 MPa |
| Tensile Strength | 630 MPa |
| PL * | Material Thickness (mm) | |||||||
| mm | 0.55 | 0.6 | 0.7 | 0.8 | 0.9 | 1 | 1.2 | 1.6 |
| 150 | 3.7 | 4.0 | 4.7 | 5.3 | 6.0 | 6.7 | 8 | 11 |
| 200 | 4.9 | 5.3 | 6.2 | 7.1 | 8.0 | 8.9 | 11 | 14 |
| 250 | 6.1 | 6.7 | 7.8 | 8.9 | 10 | 11 | 13 | 18 |
| 300 | 7.3 | 8.0 | 9.3 | 11 | 12 | 13 | 16 | 21 |
| 350 | 8.6 | 9.3 | 11 | 12 | 14 | 16 | 19 | 25 |
| 400 | 9.8 | 11 | 12 | 14 | 16 | 18 | 21 | 28 |
| 450 | 11 | 12 | 14 | 16 | 18 | 20 | 24 | 32 |
| 500 | 12 | 13 | 16 | 18 | 20 | 22 | 27 | 36 |
| 550 | 13 | 15 | 17 | 20 | 22 | 24 | 29 | 39 |
| 600 | 15 | 16 | 19 | 21 | 24 | 27 | 32 | 43 |
| 700 | 17 | 19 | 22 | 25 | 28 | 31 | 37 | 50 |
| 800 | 20 | 21 | 25 | 28 | 32 | 36 | 43 | 57 |
| 900 | 22 | 24 | 28 | 32 | 36 | 40 | 48 | 64 |
| 1000 | 24 | 27 | 31 | 36 | 40 | 45 | 53 | 71 |
| 1250 | 31 | 33 | 39 | 45 | 50 | 56 | 67 | 89 |
| 1500 | 37 | 40 | 47 | 53 | 60 | 67 | 80 | 107 |
| 1750 | 43 | 47 | 55 | 62 | 70 | 78 | 93 | 125 |
| 2000 | 49 | 53 | 62 | 71 | 80 | 89 | 107 | 142 |
| 2250 | 55 | 60 | 70 | 80 | 90 | 100 | 120 | 160 |
| 2500 | 61 | 67 | 78 | 89 | 100 | 111 | 134 | 178 |
| 2750 | 67 | 73 | 86 | 98 | 110 | 122 | 147 | 196 |
| 3000 | 73 | 80 | 93 | 107 | 120 | 134 | 160 | 214 |
| 3500 | 86 | 93 | 109 | 125 | 140 | 156 | 187 | 249 |
| 4000 | 98 | 107 | 125 | 142 | 160 | 178 | 214 | 285 |
| 4500 | 110 | 120 | 140 | 160 | 180 | 200 | 240 | 320 |
| 5000 | 122 | 134 | 156 | 178 | 200 | 223 | 267 | 356 |
| 5500 | 135 | 147 | 171 | 196 | 220 | 245 | 294 | 392 |
| 6000 | 147 | 160 | 187 | 214 | 240 | 267 | 320 | 427 |
The technical advice and recommendations made in this Product Data Sheet should not be relied or acted upon without conducting your own further investigations, including corrosion exposure tests where needed. Please consult current editions of standards for design properties. Austral Wright Metals assumes no liability in connection with the information in this Product Data Sheet. Austral Wright Metals supplies a comprehensive range of stainless steels, copper alloys, nickel alloys and other high performance metals for challenging service conditions. Our engineers and metallurgists will be pleased to provide further data and applications advice.