Application Data Sheet – Stainless Steel
Fabricating New Generation Ferritic Stainless Steels
AWM 404GP® and 445M2AWM 404GP® is a general purpose grade stainless steel, with corrosion resistance as least as good as general purpose 304. 445M2 is a marine grade stainless steel, with corrosion resistance as least as good as marine grade 316 – usually better. AWM 404GP® & 445M2 get you ahead of the competition. It’s easy to produce a neater, better looking job than with 304 or 316 – with better corrosion resistance. At less cost too – both to buy the steel, and in the workshop. They can save you money in ways you might not have thought of. AWM 404GP® & 445M2 are available from stock as sheet and coil, 1219mm wide, thicknesses 0.55, 0.7, 0.9, 1.2, 1.5 & 2.0mm. 2.5 & 3.0mm are also available for 445M2 only, and 914mm wide is available in limited thicknesses for AWM 404GP® only. Use 2B finish for best corrosion resistance – the 2B finish is brighter than with the older 304 and 316 grades. No.4 finish is also available from stock. For architectural applications, 445M2 in a lower gloss 2DR finish is stocked in 0.55 x 940mm only. Bright annealed (BA) finish is not available in either grade. Fabrication is a breeze: AWM 404GP® & 445M2 behave like carbon steel (with excellent corrosion resistance!), without the strong work hardening and springback of austenitic grades like 304 and 316. That’s because they have a ferritic microstructure – which is also why they are magnetic. But the high chromium (and molybdenum in 445M2) contents still give excellent corrosion resistance – which has nothing to do with magnetism. AWM 404GP® & 445M2 are new generation ferritic stainless steels, with much better corrosion resistance and weldability than older grades like 430.
Cutting – sawing, machining, shearing / guillotining – are easier with AWM 404GP® & 445M2 than with 304 & 316, because of their lower work hardening. AWM 404GP® & 445M2 behave like carbon steel, and give a cleaner cut with less distortion, better tool life, and a neater looking job. Clearances are similar to carbon steel, which are less than for austenitic grades, typically about 5% of metal thickness for steel 1.5mm thick and heavier, and 3% for steel below 1.5mm thick. Blades MUST BE SHARP. Dull blades increase the roll over, burr height and distortion (clamp, twist, and bow). Lubricants are not needed when shearing stainless steel, but swabbing the tools occasionally with soap or kerosene will reduce metal pickup on the cutting edges when the shear is in constant use. |
 Design with AWM 404GP® & 445M2 is the same as with all stainless steels, plus a few restrictions. They are usable only from 0°C to 400°C, and are not qualified for structural or pressure applications. Otherwise, the rules are the same – ensure free drainage, avoid ponding and dirt traps, etc. Dissimilar metals / galvanic corrosion behaviour is the same as with the common grades 304 & 316 – avoid contact in water with more active metals such as aluminium, carbon steel and galvanised steel, all of which corrode more rapidly when coupled to stainless steel. Contact of AWM 404GP® & 445M2 with other stainless steels will not cause problems, even in water. Nor will contact with brass or copper, unless absolutely no corrosion of the brass or copper can be tolerated.
Design with AWM 404GP® & 445M2 is the same as with all stainless steels, plus a few restrictions. They are usable only from 0°C to 400°C, and are not qualified for structural or pressure applications. Otherwise, the rules are the same – ensure free drainage, avoid ponding and dirt traps, etc. Dissimilar metals / galvanic corrosion behaviour is the same as with the common grades 304 & 316 – avoid contact in water with more active metals such as aluminium, carbon steel and galvanised steel, all of which corrode more rapidly when coupled to stainless steel. Contact of AWM 404GP® & 445M2 with other stainless steels will not cause problems, even in water. Nor will contact with brass or copper, unless absolutely no corrosion of the brass or copper can be tolerated.The recommendations of blade or knife manufacturers for steels for shear knives should be followed. Tool steels often used for knives are: D2 at 60 Rc hardness for long runs on light gauge material; A2 at 60 Rc for intermediate runs and intermediate gauges and S1 at 57 Rc for heavy duty shearing. AWM 404GP® & 445M2 are much easier on tooling than 304 & 316, giving much longer life before needing to be sharpened. Three to four times tool life is common. (Rc means hardness on the Rockwell C scale).
 Blanking, punching, and piercing can be carried out without lubrication, but lubricant reduces the power required and improves the tool life. Lubricants used include emulsifiable chlorinated waxes/oils, wax based pastes, soluble oils, and soap plus borax. Even kerosene will improve tool life & product quality. Clearance between the punch and the die is important. For the thinnest material a starting clearance of 0.025mm per side is suggested, 5-10% of material thickness for thicker sheet. Clearances are best determined by experience with carbon steel – not stainless steel – and by examination of the sheared edges – look for shear / burnishing on about ½ of the edge. Reduce the clearance if it is more.
Blanking, punching, and piercing can be carried out without lubrication, but lubricant reduces the power required and improves the tool life. Lubricants used include emulsifiable chlorinated waxes/oils, wax based pastes, soluble oils, and soap plus borax. Even kerosene will improve tool life & product quality. Clearance between the punch and the die is important. For the thinnest material a starting clearance of 0.025mm per side is suggested, 5-10% of material thickness for thicker sheet. Clearances are best determined by experience with carbon steel – not stainless steel – and by examination of the sheared edges – look for shear / burnishing on about ½ of the edge. Reduce the clearance if it is more.
 | Adjust clearance to get about 30 – 50% shear. |
 |  |
Tooling should be clean and free of any surface imperfections which otherwise tend to pick up material, scoring the punch and dies, and possibly causing jamming and breaking of the punches. Like all stainless steels, AWM 404GP® & 445M2 tend to pick up on tools more than carbon steels do (because of the chromium – but without the chromium you don’t get the corrosion resistance). It helps to superfinish tools and use heavier lubricants – synthetic lubricants are often used.
Stainless steels are often lubricated in blanking or piercing with solutions and emulsions containing sulphur and/or chlorine (EP types). For best corrosion resistance, especially if the parts are to be welded, they should be degreased.
Minimum Bend Radii for Press Brake Forming
Stainless and low-carbon steels: ½ to 1½ times metal thickness
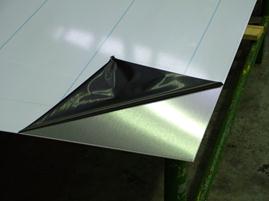
| Bending is the same as 304 & 316, except that springback is less, so less overbending is needed. The setup used for carbon steel should work first time. Folding is similar – AWM 404GP® & 445M2 behave like a carbon steel. The mechanical properties are nearly the same as G300 Colorbond®, used for items such as rainwater goods etc. |  |
Typical Strength & Ductility
| Grade | Yield Strength | Tensile Strength | Elongation | Hardness |
| MPa | MPa | % | HV | |
| 304 | 260 | 645 | 55 | 155 |
| 316 | 315 | 560 | 55 | 155 |
| AWM 404GP® | 305 | 485 | 30 | 175 |
| 445M2 | 350 | 520 | 30 | 170 |
| Zincalume® G300 | 350 | 400 | 25 | 175 |
| Zincalume® G550 | 600 | 670 | 4 | 215 |
| Roll forming is much easier with AWM 404GP® & 445M2 than with 304 & 316 – you can use the same tools, though you might need to adjust a few settings. Ease of roll forming was why 445M2 was chosen for its first big job in Australia, the Fujitsu building in Brisbane. Clad with roll formed panels of 445M2, it has been in a dirty, salty, semi-industrial area near the Brisbane River since 2002 with no problems. |  |  |  | |
 |  |  |
 | AWM 404GP® & 445M2 are usually supplied with a plastic film on the surface, to protect during fabrication. This is strongly recommended – to prevent surface damage and contamination – for best corrosion resistance. Plastic film also acts as a very efficient lubricant in roll forming, so liquid lubricants can be much lighter, or dispensed with altogether. Friction is actually lower with plastic film than with a liquid lubricant. But be careful not to leave the plastic film in the sun for more than a month or so (if the underside of the film is black – a few hours if it isn’t). The UV in sunlight breaks the glue down & makes it hard to get off the surface of the stainless steel. Wipe the surface down after stripping the plastic for assurance that there isn’t residual glue on the surface, which will tend to collect unsightly dirt, and may cause corrosion stains. | |
| MEK is one solvent that usually works, but you can experiment with others – it’s hard to predict what the glue breaks down to, so it’s hard to predict which solvent will work. | ||
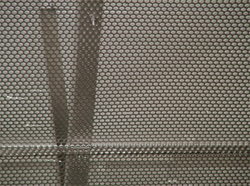
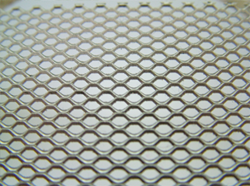
| Perforating and expanding stainless steel can be extremely hard on the tools – and it’s hard to get the product flat. 445M2 solves the problem, as the many tonnes used to make expanded metal since 2000 show. Used in screens, grids – a myriad of applications. The much better life and product quality available from AWM 404GP® & 445M2 is available to anybody doing punching, piercing and blanking. |  |
Contamination of stainless steel surfaces with particles of carbon steel or galvanised steel can cause unexpected staining when the carbon steel rusts. The problem is usually swarf from tools previously used on carbon steel – or galvanised, including Zincalume. The solution is to use tools only on stainless steel, or clean them thoroughly to remove swarf particles before working on stainless steel. This is actually hard to achieve, and it’s good to back up by using plastic films over the tools after cleaning them. The best option of all is to passivate the whole job with nitric acid or phosphoric acid after fabrication – this will dissolve all the carbon steel particles.
Passivating AWM 404GP® & 445M2 25% nitric acid (HNO3) in water, 25 minutes at room temperature. The treatment does not change the appearance of the surface, and much longer times including overnight can be beneficial. Or a passivation paste can be used – follow the suppliers directions. Thorough washing with clean water must always follow passivation. |
.
Cutting & Joining
(ask for the data sheet “New ferritics – Welding” for more details)
Plasma and laser cutting AWM 404GP® & 445M2 are the same as for 304 & 316, with the added benefit of less distortion – thermal expansion is lower, and heat conduction is higher.
AWM 404GP® & 445M2 can be welded by the common methods (TIG, MIG, spot, seam), without preheat, post heat or post weld heat treatment. The ‘welding window’ of current and travel speed combinations for an acceptable weld is not as wide as it is for 304 & 316, but it’s plenty wide enough for easy welding. Manual Metal Arc Welding (MMAW or stick welding) is not recommended – both AWM 404GP® & 445M2 are used in light gauges, not easy to stick weld.
TIG can be done without adding filler metal, or 316L or 316LSi filler are recommended for 445M2. For AWM 404GP®, 308LSi, 309LSi or 316LSi can be used. Same for MIG. You can use cut strips of parent sheet for TIG, but not for very corrosive situations – the corrosion resistance of the weld metal will be reduced. And make sure the cut strips are always handled with clean gloves, or are degreased. Shielding gas is argon, with small additions of oxygen or carbon dioxide (CO2) for arc stability – if needed. CO2 should not be more than 3% to prevent carbon pickup in the weld, which reduces corrosion resistance. No hydrogen or nitrogen should be used in the shielding gas – if better penetration is needed, use argon with helium added.
Avoid adding carbon to the weld in AWM 404GP® & 445M2 to retain the corrosion resistance. Cleanliness is vital. There must be no grease or oil on surfaces welded. Wipe the weld prep down with a solvent before you weld – just as with aluminium. Handle filler metals only with clean gloves, or degrease. Cleaning the parent sheet is obviously not required if there is no possibility of grease contamination (i.e. the metal has not been handled with bare hands).
AWM 404GP® & 445M2 can be welded to other grades of stainless steel without risk of galvanic corrosion. When welding to other grades the filler metal must match or better the highest alloy to ensure the corrosion resistance of the weld metal is as least as good as the leaner grade of stainless steel. Filler metals are formulated with higher alloy content than sheet metals, so, for example, the corrosion resistance of 316L weld metal is at least as good as 316 sheet metal.
Welding Summary
“L” grade filler metals must be used – low carbon is essential.
Keep heat input low to restrict grain growth in the HAZ for best toughness. Small beads with minimum reinforcement are best. Pulsed MIG/MAG has lower heat input and allows more control.
Weld heat input needs to be higher (10-20%) for AWM 404GP® & 445M2 than for 304 & 316 as they conduct heat away from the weld pool much better. Starting conditions in developing a welding procedure for TIG welding 0.9 mm AWM 404GP® or 445M2 are 40-60 amps with a travel speed of 300 mm/min.
Process | Thickness | Shielding Gas | |
Without Filler Metal | With Filler Metal | ||
| Resistance (Spot & Seam) | < = 2 mm | ||
| TIG | < = 1.5 mm | > 0.5 mm | Argon |
Argon + Helium | |||
| Plasma | < = 1.5 mm | > 0.5 mm | Argon |
Argon + Helium | |||
| MIG | > 0.8 mm | Argon + 2% CO2 | |
Argon + 2% O2 | |||
Argon + 2% CO2 + Helium | |||
| Laser | < = 5 mm | ||
Weld clean up to restore the corrosion resistance by removing the welding oxide and low chromium layer is exactly the same as for 304 & 316 – and every bit as important. Mechanical polishing to remove visible oxide, followed by a pickling paste on the polished area, is the best combination. The pickling paste step can be left out for where corrosion conditions aren’t too severe. Brushing can be used instead of polishing, but it’s wise always to follow brushing with pickling paste – brushing doesn’t remove the (invisible) low chromium layer under the (visible) welding oxide.
| All grinding and polishing media and brushes must be appropriate for stainless steel, and only used on stainless steel. |
Avoid mistakes like this!
 | Mechanical joining (gluing, screwing, bolting, riveting) is the same for AWM 404GP® & 445M2 as for the austenitic grades. The lower thermal expansion of AWM 404GP® & 445M2 makes it easier to get glued panels flat. In corrosive situations (eg marine), screws, bolts (and washers !) and rivets should be at least as corrosion resistant as 445M2 – use 316, or Monel. |
New Generation Ferritic Stainless Steels AWM 404GP® & 445M2 in a nutshell Corrosion resistant – AWM 404GP® at least as good as 304, 445M2 at least as good as 316, usually better, especially for tea staining Fabricate like carbon steel = less tool wear than with 304 or 316, same setups as carbon steel, clean & neat fabrications. Filing cabinets – no problem! Weldable – similar to carbon steel – less distortion, tack welding and total welding time than 304 or 316 Same thermal expansion and similar heat transfer to carbon steel = flat panels with the same design of support as Colorbond, which is lighter than with stainless grades 304 and 316 or copper. Lower density = 3.5% more area to the kilogram than 304 and 316 Magnetic – easy to tell apart from 304 and 316 |
AWM 404GP® and 445M2 Examples
 |  |  |  |
Barbecue Cabinets | Hospital Food Trolley | Pergola Brackets | Air Conditioning Ducts |
 |  |  |  |
Balustrade Cover Plates | Food Processing Plant Roof & Walls | Punched Diffuser Sheet | Expanded Metal Mesh |