Application Data Sheet Stainless Steel |
New Generation Ferritic Stainless SteelsGrades AWM 404GP® 445M2 |
Welding Ferritic Stainless SteelNew Generation Ferritic Stainless Steels AWM 404GP® and 445M2 are readily weldable by the usual methods used for sheet metal: TIG, MIG (including pulsed MIG), spot and seam welding. The welding technique for ferritic stainless steel needs to be ‘fine-tuned’ by welders used to austenitic stainless grades.
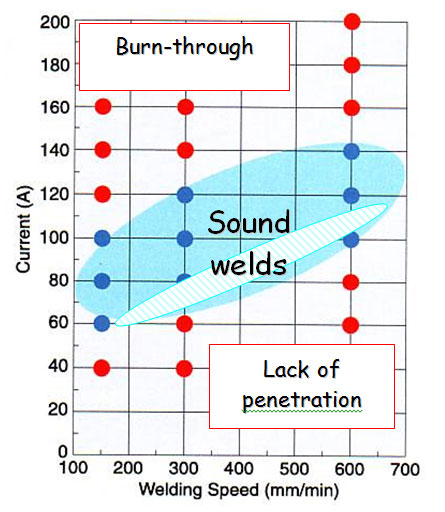
445M@ and AWM 404GP® - TIG Welds, bead-on-plate, 0.8
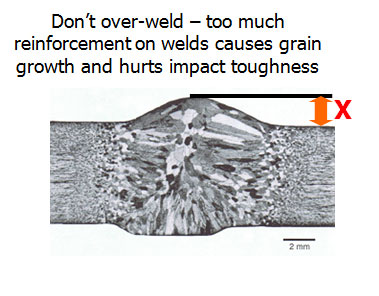
Sheet metal welds made with the current too high or the travel speed too low will suffer from burn-through. Tight fitup without a gap helps to avoid burn-through. If the current is too low, or the travel speed too high, there will be lack of penetration. For seal welds, this may not be a problem, but the crevice on the non-welded side is prone to crevice corrosion and should not be immersed or exposed to aggressive conditions. Sound welds can be made with the balance of travel speed and current in the blue zone. Best welds, with best impact and fatigue resistance, are made in the striped part of the blue zone. Avoid too much reinforcement – don’t over-weld!
Impact Toughness of Ferritic Stainless Steel – Charpy Impact Test1.6mm AWM 404GP®
445M2 and AWM 404GP® are New Generation ferritic stainless steel grades made by premium Japanese mills. Like all grades of ferritic stainless steel, these grades should be used only between 0°C and 400°C, and should not be used in pressure vessels or structures without full qualification. Filler Metals
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||




Shielding Gas
- TIG – argon
- MIG – argon. Argon + 1-2% oxygen improves arc stability and the weld pool is more fluid and controllable, with good bead contour.
- Do not use hydrogen or nitrogen in the shielding gas – ferritic grades do not tolerate these
- Consider a backing bar to protect the back of the weld for best corrosion resistance
Preheat, Post Heat and Post Weld Heat Treatment of Ferritic Stainless Steel
- These are not required with new generation ferritic grades 445M2 and AWM 404GP®
- Beware of dampness on the metal – warm it to room temperature to dry it
- Ferritic stainless steel grades are less tolerant than austenitics to hydrogen pickup in the weld pool from moisture on the sheet.
- Use an electric dryer – flames have a high moisture content
Clean-up After Welding
- Just like with austenitic stainless steel, clean off the visible oxide to restore full corrosion resistance
- Grinding and/or polishing can remove the oxide – the smoother the surface finish, the better the corrosion resistance
- Pickling 445M2 may need more time because of the higher corrosion resistance
- If pickling is really slow, make sure the weld was properly shielded, including the back
- The best corrosion resistance is obtained by grinding off the surface affected by welding oxide, polishing it to at least as good a finish as the parent sheet, then pickling. Pickling is the most potent step, and for corrosion resistance grinding and polishing can be omitted.
Can I Weld a New Generation Ferritic Grade to an Austenitic?
- Welding new generation ferritic grades to austenitics is OK
- For best corrosion resistance, minimise melting of the austenitic
- Closed square butt preparation can be used – keep the weld small
- Lap joint is better as it requires less melting of the austenitic. Lap joints also make it easier to avoid burn-through.
![]()
- This is of concern in the most aggressive corrosion environments
- Beware of distortion caused by the difference of thermal expansion coefficient
- There will be no problems of galvanic/dissimilar metals corrosion when ferritic grades are welded or connected to austenitic grades
Tips for Welding Ferritic Stainless Steel
- Clean the weld joint and surrounding area to remove all foreign material: glue, paint, water stains, oil, grease, fingerprints, rust, and caulk
- Weld with as short an arc as possible (tungsten tip to base metal) to minimize distortion and heat input. Arc length should be about 1½ mm. Remember: as arc length increases, arc voltage (pressure) increases.
- Avoid weaving to keep heat input and weld metal dilution down. Maintain constant forward speed. Never reverse the arc travel direction. If you can’t get adequate filler in the joint the first time, let it cool, clean the joint, and do it again.
- Use only enough current to obtain a smooth, soft arc and minimal base metal melting. With TIG, use about 40 — 45 amps on 0.7 — 1.2 mm metal.
- Use a pointed tungsten electrode – smaller electrodes make cooler welds and enable you to focus the heat where it’s needed. Grind parallel to the length, and use a sharper angle for good penetration and a cool weld.
- Use a high frequency arc starter to avoid scratch starts to prolong tip life.
- Filler metal should be as clean as the base metal. Make sure your gloves are clean.
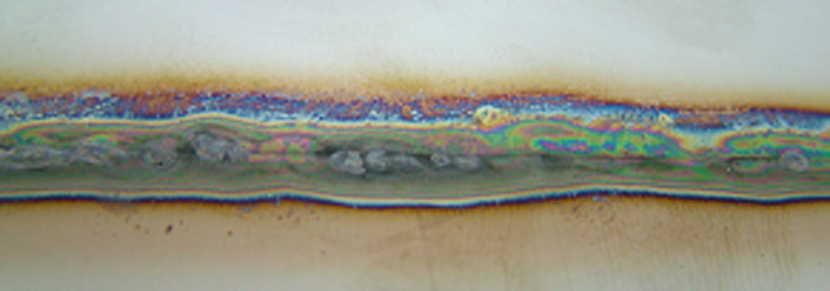
- If the base metal is burned black after welding, it got too hot. You have a lot of weld metal cleaning to do. Decrease the heat input, and maintain proper travel speed to prevent burned-black welds.
- Keep the tungsten clean and pointed at all times. A poor point can’t direct the arc to such a fine line joint. Even the steadiest hands in an awkward position or joint will touch tungsten to base metal. If this happens, stop the arc and change the tungsten.
- It’s OK to keep 3xx series and new generation ferritic stainless steels cool with a damp rag. Cool it down — it can be easy to push a weld through light gauge stainless steel if it’s too hot. The weld will be gone before you realize what happened.
- Keep your shielding gas flow around 10 — 15 litres per minute. If you need more volume, find out why and fix the problem. Don’t waste gas.
- Use 1.6 mm filler metal on 1.6 — 3.0 mm base metal.
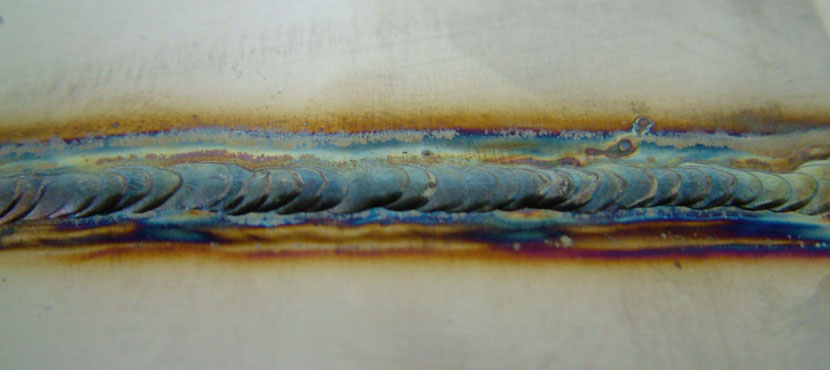
- A properly executed TIG joint will have no discolouration after only light cleaning.
Fixtures and Track Welds
- Thin stainless steel sheet must be properly aligned and clamped to avoid buckling. Consider using a copper backing bar, usually nickel plated, which may be water cooled in high productivity applications
- The backing bar can include a groove where argon can be provided to prevent backside oxidation. The two front side bars should be bevelled to make room for the torch.
- Ferritic grades need tack welds at about the same spacing as carbon steel, which is about double that used with austenitic grades. For sheet up to 1.6 mm, 5–7 mm tacks at 60–100 mm spacings are needed, for 2–3 mm sheet 5–10 mm tacks at 150–240 mm spacings.
- Tack welds must be shielded and cleaned (wire brushed or ground to clean metal) before making the main weld. Any crater cracks should be ground out.
Grade 445M2 is made by Nisshin Steel Co Ltd, Japan. The corrosion resistance is as good as grade 316
Grade AWM 404GP® is from JFE Steel Corporation, Japan, who brand it 443CT. Corrosion resistance is as good as grade 304.
Both grade 445M2 and AWM 404GP®resist stress corrosion cracking much better than the austenitic grade they replace. They are effectively immune to stress corrosion cracking in drinking
Both grade 445M2 and AWM 404GP®are easier to fabricate than the austenitic grades they replace.
So product quality is better – flatter panels, crisper bends -and fabrication costs are lower.